FABISEQ
Equipment diagnostic system
想提高製品品質嗎?
想提高製品的良率嗎?
想提高裝置的生產效能嗎?
F A B I S E Q 搭 載 著 資 料 收 集 和 分 析 的 功 能 能 夠 最 大 限 度 的 提 高 裝 置 的 使 用 效 率
提高製品品質
強大的數據收集能力 (各種PLC,RS232/485通信,客製化Add-on等) 搭載多種Log的收集機能 (生產流程追蹤,異常監視等)
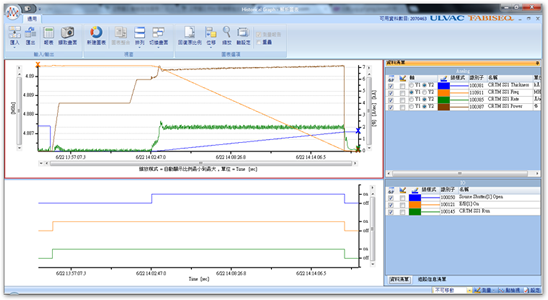
利用圖形直觀且一目瞭然的觀測生產數值變化
類比資料區
控制信號區
測定線
Y1軸
Y2軸
測定區間
測定差
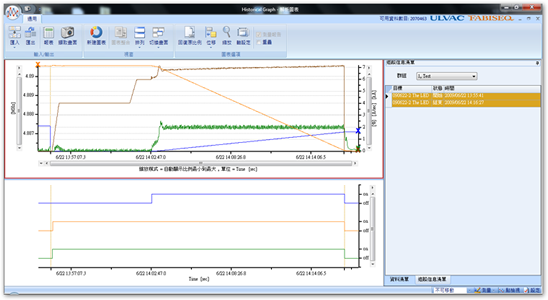
製品進入
製品離開
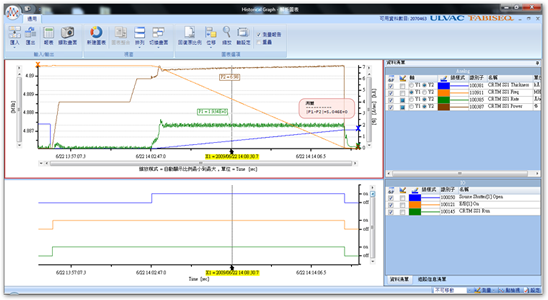
利用條件式篩選出過去的最佳製品資料
最佳製品數值
目前製品數值
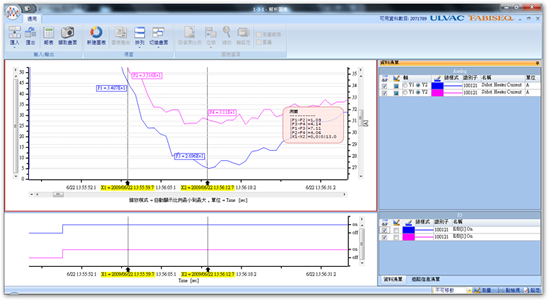
重疊比對分析→調整製程
比對製品資料並觀測相關數值的影響→改善品質
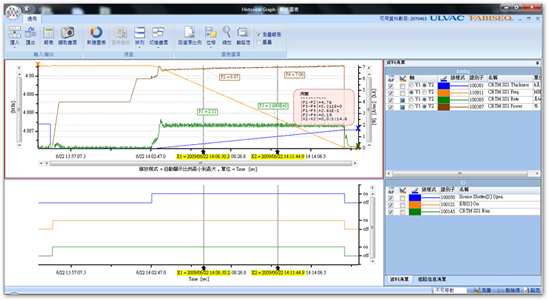
演算對象
演算範圍
最小/最大/平均/分散等
統計處理
不只演算出數值,甚至還能直接將演算值化為圖形
原始DATA
DATA演算式
移動平均
積分
微分
演算指定
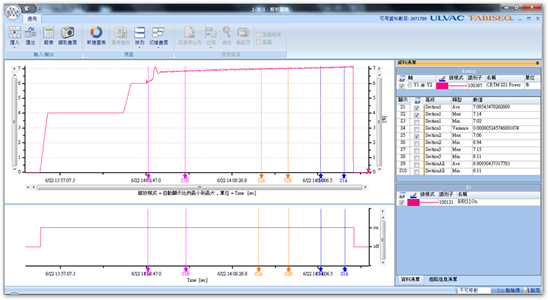
提高製品良率
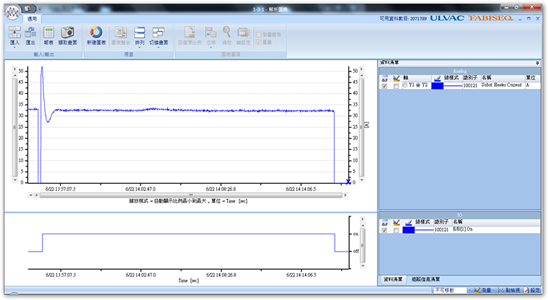
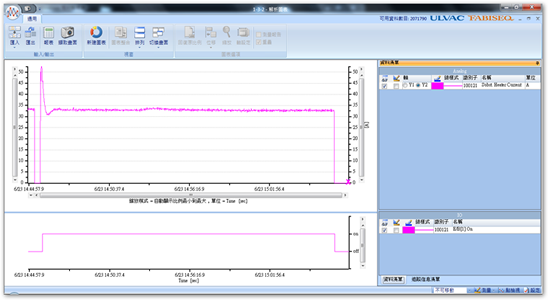
生產開始信號ON(共3次)
3次生產的溫度重疊比對:相當安定
3次生產的電流重疊比對
製品搬入信號ON(共3次)
可以觀測到製品搬入瞬間
電流有若干波動
但隨即恢復平穩
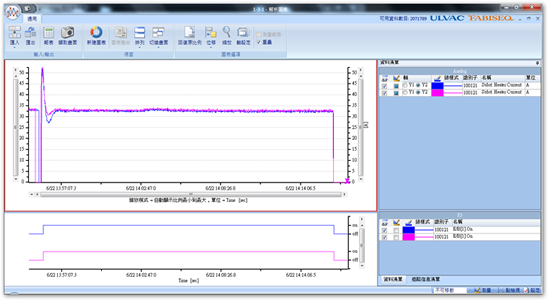
異常監視對象
生產開始
監視開始
生產結束
監視結束
High設定
Low設定
警報設定:不在框線內的值視為異常
生產中發生不良品警報 →發現第一設備環境數值不安定
其他裝置的變數平穩的變化
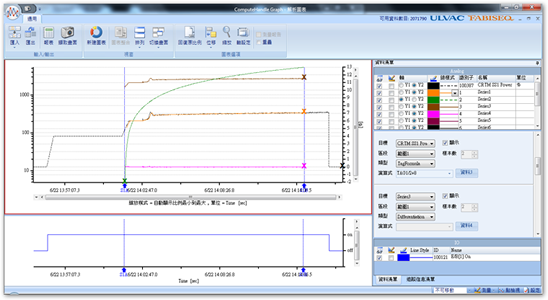
提高生產效能
未使用過的正常生產
使用後洗淨1次再生產
使用後洗淨2次再生產
使用後洗淨3次再生產
由酸鹼值得知,生產後建議至少洗淨3次再做下一次生產
Y1軸:常數
Y2軸:Log
閥門打開
PIG氣體
IG氣體